
Martin Business Consulting, Inc.
Consulting-Training-Auditing-Coaching-Support
May 17, 2013
MBC, Inc. – Tips –Volume 4 – Tip 5
Bi-Monthly Informational Guide
MBC, Inc. Quality Tips
Process Failure Mode Effects Analysis (PFMEA)
Control Features – Prevention and Detection
Over the last four quality tips we have discusses the PFMEA as risk analysis, PFMEA as a Management Tool, and PFMEA as a customer complaint reduction tool. Additionally we look at the PFMEA as a root cause investigative tool.
Now let us take a look at the analysis portion that address “Prevention Controls” and “Detection Controls”. These two columns identify the process controls utilized to minimize the risk of customer dissatisfaction. One of the keys to success is for the analyst to ensure this information is translated to the Process Control Plan, or other appropriate place, in an efficient and effective method.
First, let’s take a look at the example below. Notice that the ‘Prevention/Detection’ information reflects the current condition of the process. Take care that the Process FMEA team does not enter future plans in these columns. In our example for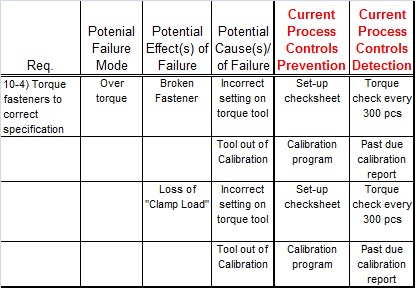 the requirement of “10-4 Torque fasteners to correct specification” there is one failure mode addressed “Over Torque” and two Potential Effects of the Failure, “Broken Fastener” and “Loss of Clamp Load”. Each of these two “Potential Effects of Failure” has multiple “Potential Causes of Failure”. It is these “Potential Causes of Failure” that must be controlled. Controlling the “Potential Cause of Failure” minimizes or eliminates the potential failures and the associated customer risk or dissatisfaction.
the requirement of “10-4 Torque fasteners to correct specification” there is one failure mode addressed “Over Torque” and two Potential Effects of the Failure, “Broken Fastener” and “Loss of Clamp Load”. Each of these two “Potential Effects of Failure” has multiple “Potential Causes of Failure”. It is these “Potential Causes of Failure” that must be controlled. Controlling the “Potential Cause of Failure” minimizes or eliminates the potential failures and the associated customer risk or dissatisfaction.
When the Process FMEA is applied to a manufacturing process not every “Potential Cause of Failure” will have a “Prevention Control” or a “Detection Control”. During the analysis if the current condition or conditions does not have anything in place for ‘Prevention or Detection’ the appropriate column should be left blank. In some instances the analysis may find that a “Potential Cause of Failure” does not have either a ‘Prevention or Detection’ control mechanism. In these cases if the RPN value is significant these conditions would carry the highest risk to the customer. (Keep in mind throughout this process we have proclaimed the customer as either external or internal.)
Prevention and/or Detection are KEY to Improvement
As the analyst completes the Process FMEA the information captured in the “Prevention or Detection” column should be transferred to some other document or process. You will find that the majority of the information from these columns will best fit in the Process Control Plan. But, some of the information will go directly to Job or Work Instructions, some will go to the Preventive Maintenance (PM) System, some will go directly to some training forum. It may also be found that some of this information will best be utilized as supervisor or management oversight activity. It may be determined that some process controls are so critical that they are assigned directly to the job responsibilities of a supervisor or manager.
As this analysis nears completion with the population of these two critical columns the information needed to determine RPN is now complete. Once the PFMEA team has completed the analysis up to and including the RPN values the analysis portion is complete. The next step in this process is the prioritization of the risk factors based on RPN value. Once the prioritization is complete the corrective action phase begins. In this step the PFMEA becomes a ‘living document’. Improvement is made, documents are update. A continuous cycle begins that will eventually have the ability to drive the total RPN sum much lower, improve customer satisfaction and reduce operating cost significantly. It’s call benefit!
_____________________________________________________________________________
For additional information about how the FMEA Process translates the Detection and Prevention controls into Process Control Plan activity you may contact the President of MBC, Inc. at anytime; Phone 931.637.1446, or E-mail – Bmartin@MBCIncorp.com
Thank You
Bill Martin – President
MBC, Inc.
931.637.1446
