
Process Failure Mode Effects Analysis (PFMEA)
And Continuous Improvement as a Management Tool
Within manufacturing organizations there is often a major communication breakdown between the quality professional and top or mid-level managers. While there may be many causes and contributing factors to these breakdowns, there are common issues that affect nearly every business. The lack of communication between the quality organization and top management can be a difficult bridge to build because of the vastly different language of these two disciplines. The quality resources speak in the language of Cpk, Ppk, RPN, SPC, Proportion Non-Conforming, Percentages, sampling plans, etc. none of these are part of a shared language with upper management.
It is true that many top managers have an understanding of the concept of these descriptors; they usually don’t have the intimate knowledge that allows them to translate these quality terms into “Management-Language”. Management language is generally the language of finance; scrap and re-work dollars, overtime cost, profit margin, labor cost, value-added vs. non-value-added activity.
It is no wonder there is a communication breakdown between the two disciplines!
Few Quality Managers or other quality resources think about presenting information in the “language-of-management”. The remainder of this article is about transitioning the Process FMEA into management language and making this valuable quality tool an equally valuable management tool.
Process FMEAs used by the engineering and quality disciplines rank process risk as a number called RPN (Risk Priority Number). In most applications of process FMEA analysis The RPN is between 1 and 1000. Procedurally many organizations work on process steps or functions that have a RPN higher than 80 or 100. Some organizations work on the top three or top five RPNs, there are other approaches to the use of the RPN number as well.
Over the years I have heard countless complaints of “management doesn’t support FMEA” or “management doesn’t give me the support, time and resources I need to properly do a Process FMEA or to take corrective action.
Could the problem be, the quality
professional and management aren’t speaking the same language?
 FMEA and continuous improvement. This will only take a moderate amount of work to get started and once this approach is in place the support mechanism may by self sustaining.
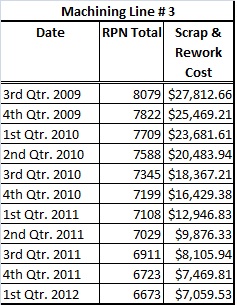
FMEA and continuous improvement. This will only take a moderate amount of work to get started and once this approach is in place the support mechanism may by self sustaining.For a single given Process FMEA, (beginning to end), total up the RPN values and begin a chart that tracks RPN reduction over time. This can be done in Excel or other spreadsheet see the example on the right. This usually works best if there is an ongoing continuous improvement program to address RPN reduction. I have found it generally appropriate to total the new value each quarter (As the table shows). In the same table work with the finance department and determine the scrap and rework cost for each quarter and create a column for this cost information.
The RPN numbers are the language of quality.
The scrap and rework costs are the language of management.
From this information the analyst is now able to create a trend chart that will display the same information in a user friendly format that is easily utilized in management review meetings, or financial review meetings, and may be easily included in any type of business case to justify capital investment for process quality improvement. Take special note of the simplicity of the chart below that graphically displays this information. The chart below tracks the RPN total on the left Y axis and the cost of scrap and rework on the right Y axis.

With the data displayed in this chart the quality professional is now able to effectively communicate in the language of management, making their point easily and convincingly, about the need for capital investment for, training, support for problem resolution, support for adherence to job/work instructions, set-up instructions, first piece check and other process control issues.
For additional information about the FMEA Process translated into the “language of management” you may contact the President of MBC, Inc. at anytime; Phone 931.637.1446, or E-mail – Bmartin@MBCIncorp.com
Thank You
Bill Martin – President
MBC, Inc.
931.637.1446
